Positive displacement blowers work by trapping a specific volume of air and moving it from the inlet to the outlet, maintaining a consistent flow and pressure regardless of system pressure variations. They are designed to handle the rigors of septic applications, often incorporating advanced features to reduce noise, heat and maintenance needs. With innovations like helical tri-lobes, integrated gearboxes and user-friendly controls, these blowers ensure efficient operation, durability and ease of maintenance, making them ideal for septic service professionals. Check out some product options below.
JUROP HELIX
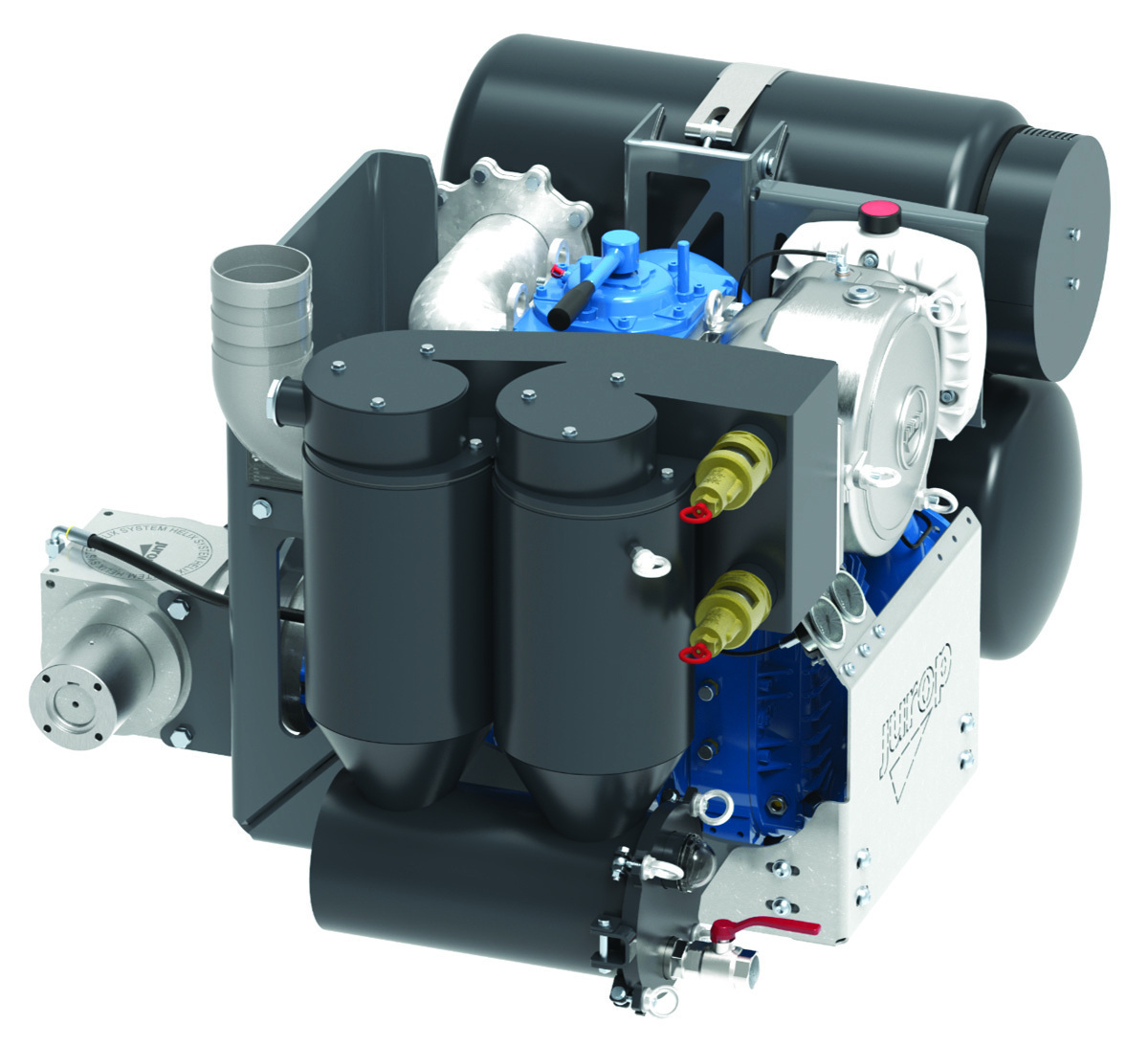
HELIX blowers incorporate the third generation of JUROP helical tri-lobes with air injection porting designs and internal paths to decrease noise and heat. They eliminate the requirement to enclose the blower in a noise abatement box. The frame rail-mounted HELIX 300 system delivers 1,089 cfm and 15 psi at 1,400 rpm input. The industrial-duty integrated gearbox eliminates drive-coupling failures. The system includes electronic optical gearbox oil level sensors and an integrated thermostat providing safety for the system and team. www.jurop.it

Satellite B250 NVE Blower
The B250 NVE Blower, distributed by Satellite, is designed to be durable and ensure rapid and thorough waste evacuation featuring a four-way vacuum/pressure change-over valve for advanced suction technology. A user-friendly vacuum pressure gauge, pressure relief and intuitive controls empower users to tackle waste removal tasks confidently and efficiently. It features a stainless steel cleanable prefilter, oil-less operation and easily accessible grease points for trouble-free maintenance.
800-883-1123; www.satelliteindustries.com
Continue reading for free